Introduction
This is a summary of the construction procedure for a triple probe (four tipped Langmuir probe) to be used in the LAPD. All of the dimensional requirements presented are taken from an internal lab document, which is not cited for each individual instance at which it is referenced. While many of the details contained herein pertain to this specific type of probe, the content that concerns standard lab practices and systems will likely be useful for any probe construction.
Prefabricated Parts
Probe Shaft
Probe shafts must meet strict production requirements in order to provide for the integrity of the vacuum and probe drive systems. Some of the dimensional requirements are shown in table 1.
| Parameter | Size (inch) |
|---|---|
| Tube Length (no end cup) | <= 55 |
| Tube Outer Diameter | 0.375 |
| Tube Wall Thickness | 0.028 - 0.031 |
Figure 1 shows the lab end (the other end being the plasma facing end) of a shaft with the end cup connected. The end cups are welded to the shaft professionally. Length requirements given in table 1 do not include the length of the end cup. The tube surface is smoothed with a very fine sand paper so that it has no axial scratches or other deformities that may cause vacuum leaks. Care must also be taken to ensure that the shaft is not permanently bent during probe construction. Bends in the shaft may cause vacuum leaks and will definitely reduce the accuracy of the probe positioning system.

Feed Through
The feed through is where the probe is connected to an LAPD valve for insertion into the chamber. This piece also serves as the main pivot point for the probe drive system. Figure 2 shows this piece and details its design. The feed through is provided with all the machining complete. To attach the tube, score the available hole and roughen up the outer portion with sand paper. Use the five-minute epoxy found in the LAPD lab to affix the tube in the feed through (be sure to insert the existing scored end of the tube).

Delrin End Cap
Delrin is a black plastic that is vacuum safe and used for many applications. End caps form a vacuum connection to the end cup of the probe shaft. Figure 3 shows an end cap that has been prepared for four connections. The end caps come as solid pieces and it is suggested that LAPD staff be consulted on the best method for machining them.

Miscellaneous Parts
Various parts are found in the LAPD lab. This includes the ones shown in figure 4. The screws are chosen for their specific size and should only be used if they have been acquired from the correct drawer in the lab. Upon obtaining an O-ring set, be sure to check that two of the screws have holes drilled through their centers. When assembling the differential pumping component it is vital that these vacuum optimized screws are used.

Triple Probe Assembly
General Requirements
Only use materials capable of withstanding temperatures on the order of 200o C. Alumina tubes (ceramics) are commonly used as a base.
Probe positioning with the automatic probe drive system can be accurate to one millimeter if care is taken in probe design and construction. Table 2 provides some of the probe head dimensions necessary for high accuracy positioning.
| Parameter | Value |
|---|---|
| Distance between measuring point and end stop | 11.9 cm (single nipple) 25.3 cm (double nipple) |
| Overall probe head length (end stop contact point to furthest reaches of tips) | ≤ 13.9 cm (single) ≤ 27.3 cm (double) |
| Combined weight of probe head and end stop | 2 - 9 g (single) 6 - 13 g (double) |
Probe Head
Figure 5 displays the triple probe head. Five components are labeled in this image.
- Shaft: Main probe shaft, shown for perspective.
- End Stop: As mentioned previously, this will prevent the probe from being able to exit the vacuum chamber through a seal. The seals are fitted to the diameter of the shaft. This is a 6-32 screw, and the hole in the shaft has been tapped to ensure that the screw cannot easily be knocked out.
- Hold: An aluminum piece designed to both center and hold the probe head in the shaft. Set screws (2-56), not seen in the image, are used to secure the hold inside the shaft.
- Alumina: The foundation of the probe head. This ceramic material came fabricated with four holes symmetrically placed through its length. The tips are threaded through these holes and then epoxied to the alumina on the end that remains inside the shaft.
- Tips: The exposed portions of the four tantalum wires placed inside the alumina. For this probe, the tips are 0.015” diameter with 0.5 mm exposed length.

The diameter of the tantalum tips is chosen such that they fit snuggly inside the alumina piece. Determine the length of the alumina piece such that it satisfies the length requirements mentioned previously. Place the tips through the alumina so that they are exposed to the desired length on the plasma facing end. Leave at least 2 cm of length beyond the other end of the alumina. Use a vacuum safe epoxy to create a secure connection between the tantalum and the alumina (on the side opposite the plasma facing side). This epoxy will ensure that the tips’ exposed length remains constant, while also keeping them electrically isolated inside the probe shaft.
Figure 6 is a drawing of the probe head with a perspective of its insertion into the probe shaft. Coaxial cables coming from the shaft (not shown) are connected to the tip outputs through the use of crimping and soldering. A female-female crimp connection bridges the tantalum tip outputs and the center conductor of the coaxial cables that will run the length of the shaft. Tantalum does not solder well, so a strong crimp joint combined with possible spot welding should be used to make the connection. The coaxial cables are easily soldered to the other end of the crimp joint.

Protection
After completing the probe head, be sure to place a vacuum nipple on the end of it. These nipples are used to connect different vacuum components. A vacuum clamp should be used to attach the nipple. Probes are generally placed on racks when not in use, and they may experience contact through various means. Most probe heads are easily damaged and can force the entire reconstruction of the probe. Figure 7 shows a probe head inside of the protective covering.

End Cap Connections
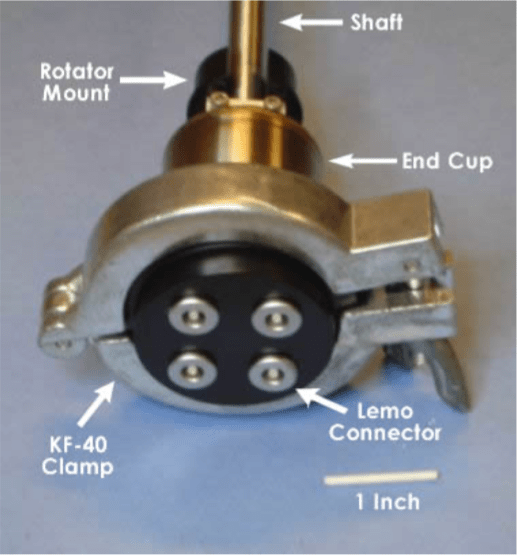
Lemo connectors are placed on the ends of the coaxial wires connected to the tantalum tips. Figure 8 shows the lemo connectors attached to the ends of the coaxial cables. The connections are made as far back as possible into the end cup. It is suggested that the probe head be secured in place before the coaxial outputs are connected. This will allow for the cables to be cut to the proper length.

The end cap will have lemo-lemo connectors screwed into it. The output end of these lemos is seen in figure 9. The end cup is deep enough that the lemo connectors will fit inside of it after the end cap has been attached. Extra cable should be minimized in order to reduce mechanical stresses on the lemo-coaxial connection and potential sources of noise in the signal.
Labeling
A length label must be placed on the probe so that anyone in the lab may safely remove it from the vacuum system. Once the probe is complete, position the feed through piece against the end stop (i.e. the feed through should be as far away from the end cup as possible). Measure the distance between the exposed surface of the feed through (this is the surface with the three screw holes in it, as shown in figure 2) and the shaft/end cup weld joint. This length is the amount of shaft that will be exposed when the probe has been completely removed from the LAPD chamber.
With this length known, any LAPD personnel should be able to extract the probe from the device. Without knowing this length, probes must be extracted by hand until the user feels it hit the end stop. A probe that has not been completely removed from the chamber may be damaged when the vacuum valve is closed on it.
Place a label, “Probe out at X”, where X is the value measured above, on the end cup of the probe. Make sure this label cannot easily be removed from the probe.
Leave a Reply